 Для соединения различных элементов довольно часто применяются крепежные резьбовые изделия. Метрическая резьба — винтовая нарезка на наружной или внутренней поверхности, которая характеризуется довольно большим количеством различных особенностей. Получаемая винтовая нарезка получила свое название по причине измерения геометрических параметров в миллиметрах. Метрическая резьба (размеры в таблицу заносят для того, чтобы упростить поиск наиболее подходящих крепежных изделий) может нарезаться на цилиндрическую и коническую поверхность.
Для соединения различных элементов довольно часто применяются крепежные резьбовые изделия. Метрическая резьба — винтовая нарезка на наружной или внутренней поверхности, которая характеризуется довольно большим количеством различных особенностей. Получаемая винтовая нарезка получила свое название по причине измерения геометрических параметров в миллиметрах. Метрическая резьба (размеры в таблицу заносят для того, чтобы упростить поиск наиболее подходящих крепежных изделий) может нарезаться на цилиндрическую и коническую поверхность.
Сфера применения
Наибольшее распространение получила метрическая резьба м8 или с другим размером. Производители применяют и дюймовые, питчевые резьбы при создании крепежных элементов. Витки наносятся на поверхность при создании следующих изделий:
- Гайки получили широкое распространение. Как правило, они имеют внутреннее цилиндрическое отверстие с резьбой, снаружи изделие имеет форму многогранника.
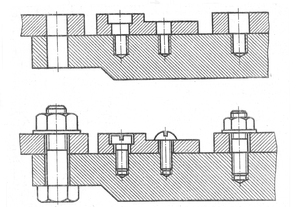
- Анкерные и обычные болты часто применяются в качестве крепежного изделия. В этом случае витки наносятся на наружную поверхность.
- Шпильки применяются в случае, когда создаваемая конструкция рассчитана на высокое механическое воздействие.
Современные технологии производства позволяют получить витки с точными геометрическими формами. Именно поэтому резьбовое соединение характеризуется высокой степенью герметичности даже без использования специальных уплотнительных материалов, применяется при создании трубопроводов, емкостей для различных жидкостей.
Основные параметры
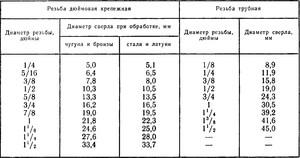
Применяемая таблица метрических резьб с диаметрами и шагом позволяет быстро подобрать наиболее подходящее крепежное изделие. Создаваемые витки характеризуются несколькими основными параметрами:
 Направление подъема витков. Все резьбы можно разделить на две основные группы: левые и правые. Наибольшее распространение получили левые варианты исполнения, но могут применяться и правые резьбы.
Направление подъема витков. Все резьбы можно разделить на две основные группы: левые и правые. Наибольшее распространение получили левые варианты исполнения, но могут применяться и правые резьбы.- Размеры: диаметр и шаг. В большинстве случаев указывается только наружный диаметр нарезаемых витков, но в справочной литературе можно встретить и многие другие параметры. Важное значение имеет и шаг расположения бороздок друг относительно друга. При нарезании витков учитывается диаметр наружной или внутренней поверхности. На момент подготовки изделия мастер учитывает то, каких размеров должна быть заготовка. Существует и нормативная документация, которая позволяет подобрать более подходящий диаметр для получения резьбы с определенными параметрами.
- Резьба может располагаться внутри или снаружи изделия. Этот показатель определяет лишь особенности применяемой технологии нарезания поверхности. Для обработки наружной поверхности применяется токарно-винторезный станок с соответствующим резцом и плашка, для внутренней метчик и расточной резец. Инструмент подбирается в зависимости от того, какой точности нужно получить резьбу, и какой материал использовался при изготовлении заготовки.
При производстве крепежных элементов учитываются и многие другие геометрические параметры. Они отображаются на создаваемом чертеже.
Геометрические размеры
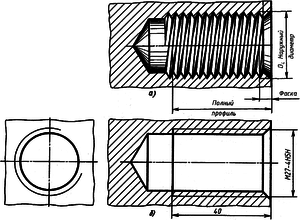
В большинстве случаев таблица резьб содержит информацию о наружном диаметре и шаге расположения витков. Основные геометрические параметры, которые указываются на чертеже, следующие:
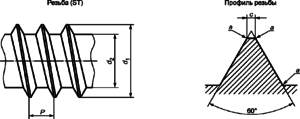
 Номинальный диаметр на чертеже обозначается буквами D и d. При этом первая буква применяется для обозначения номинального наружного диаметра, вторая — аналогичного внутреннего параметра.
Номинальный диаметр на чертеже обозначается буквами D и d. При этом первая буква применяется для обозначения номинального наружного диаметра, вторая — аналогичного внутреннего параметра.- Средний диаметр зависит от наружного и внутреннего расположения резьбы, в технической документации или таблицах указывается буквами D 2 и d2. Аналогичный параметр для внутреннего диаметра указывается в технической документации и на чертеже как D 1 и d 1.
- Витки, расположенные поблизости, характеризуются наличием вершин и впадин. Расстояние между ними называют шагом резьбы. Для обозначения этого важного параметра применяется буква Р. Стоит учитывать, что болт и гайка должны обладать не только одинаковыми диаметрами, но и шагом. Если витки будут расположены на различном расстоянии друг от друга, то гайка не накрутится на болт.
- Внутренний диаметр болта применяется для расчета напряжений, которые могут возникнуть при эксплуатации изделия. Слишком высокое напряжение становится причиной среза стержня.
- Ход резьбы, который создается одной винтовой парой, в большинстве случаев равен шагу. Этот параметр определяет линейное перемещение при одном повороте резьбовой пары. Параметр учитывается при создании различных ответственных механизмов.
- На создаваемых чертежах обозначается профиль витков буквой Н. В большинстве случаев профиль напоминает треугольник. Применяемые методы обработки определяют формирование скругленной фаски в качестве вершины.
При создании крепежных элементов выдерживаются стандарты ГОСТ. Это существенно упрощает подбор наиболее подходящего варианта исполнения, для чего могут применяться таблицы.
Применение табличной информации
Шаг резьбы м10 или другого размера можно определить по специальным таблицам. При их создании учитываются некоторые стандарты:
 ГОСТ 8724 содержит информацию о том, какие требования предъявляются к диаметру и шагу. Последняя редакция рассматриваемого стандарта была принята в 2004 году, и она является аналогом международного стандарта ISO 261−98. У обоих стандартов есть одно отличие: международный определяет параметры метрической резьбы с диаметром от 1 до 300 мм, ГОСТ действует в диапазоне от 0,25 до 600 мм. Для удобства использования рассматриваемых стандартов они отображены в виде таблицы соответствия всех параметров. Применяемые требования подходят для левой и правой резьбы.
ГОСТ 8724 содержит информацию о том, какие требования предъявляются к диаметру и шагу. Последняя редакция рассматриваемого стандарта была принята в 2004 году, и она является аналогом международного стандарта ISO 261−98. У обоих стандартов есть одно отличие: международный определяет параметры метрической резьбы с диаметром от 1 до 300 мм, ГОСТ действует в диапазоне от 0,25 до 600 мм. Для удобства использования рассматриваемых стандартов они отображены в виде таблицы соответствия всех параметров. Применяемые требования подходят для левой и правой резьбы.- ГОСТ 9150 применяется для определения требований, которые предъявляются к профилю. В создаваемых таблицах указываются основные геометрические параметры. Они должны выдерживаться при создании крепежных элементов. Стандарты этой редакции были приняты в 2002 году, они тесно связаны с теми, которые указаны в ГОСТ 16093 .
- ГОСТ 16093 определяет требования по допускам. Кроме этого, в этой документации указываются стандарты, применяемые при маркировке изделия. Последняя редакция нормативных документов была принята в 2005 году, она включает в себя международные нормативы ISO 965−1 и ISO 965−3. Под установленные нормы входит левая и правая резьба.
- ГОСТ 24705 редакции 2004 года определяет основные размеры нарезаемых витков. Она применяется при создании всех винтовых пар.
Рассматриваемые стандарты применяются при выборе инструмента, при помощи которого будут нарезаться витки. Кроме этого, подобные параметры учитываются при настройке применяемых токарно-винторезных станков. За счет стандартизации основных параметров при выборе крепежных изделий достаточно уделить внимание лишь некоторым параметрам: диаметру и шагу.
Правила маркировки
Сложность нарезаемых витков определяет то, что для обозначения основных параметров применяются определенные правила, которые указаны в ГОСТ. К особенностям маркировки рассматриваемых изделий отнесем следующие моменты:
 Обозначение поля допуска отдельного диаметра проводится путем сочетания определенных цифр, которые указывают на класс точности. Буква определяет отклонение размеров от нормы.
Обозначение поля допуска отдельного диаметра проводится путем сочетания определенных цифр, которые указывают на класс точности. Буква определяет отклонение размеров от нормы.- В самом начале маркировки указывается буква, которая определяет тип резьбы. Для метрической применяется буква М, после которой идут все другие обозначения.
- После допуска резьбы обозначается двумя буквенно-цифровыми сочетаниями. Если параметры совпадают, то при обозначении они повторно не указываются.
- Шаг расположения витков не указывается при маркировке. Именно поэтому при подборе наиболее подходящего крепежного элемента применяется табличная информация. Показателю шага резьбы соответствует определенный наружный, средний и внутренний диаметр. Указывается и внутренний диаметр по дну впадины.
Классификация крепежных элементов проводится по длине свинчивания. Все они делятся на три основные группы. Для обозначения группы применяются символы:
- N — нормальная длина свинчивания. Этот символ часто не указывается в маркировке.
- S — короткая длина свинчивания.
- L — наибольший показатель.
При изготовлении и маркировке некоторых изделий длина свинчивания важна. Поэтому проводится указание подходящей буквы, после чего вертикальная линия и обозначения полей допуска.
Посадка резьбового соединения также считается важным параметром, который указывается при маркировке. Этот показатель обозначается в виде дроби:
- В числителе указывается обозначение внутренней резьбы и поля допуска.
- В знаменатель вносится обозначение поля допуска витков наружного типа.
Некоторые из приведенных выше параметров указываются и на чертеже. На само изделие маркировка наносится методом гравировки или краской.
Поля допусков
При создании болтов, гаек и шпилек учитываются поля допусков. Все они делятся на три основные группы:
 Точные. Некоторые резьбы должны иметь высокую точность, за счет чего обеспечивается высокая степень герметизации создаваемой конструкции. Достигается высокая точность за счет применения современных методов обработки, к примеру, ЧПУ станков. Высокая стоимость изготовления определяет то, что изделия этой группы подходят только для создания ответственных изделий.
Точные. Некоторые резьбы должны иметь высокую точность, за счет чего обеспечивается высокая степень герметизации создаваемой конструкции. Достигается высокая точность за счет применения современных методов обработки, к примеру, ЧПУ станков. Высокая стоимость изготовления определяет то, что изделия этой группы подходят только для создания ответственных изделий.- Средние. Эта группа полей свойственна крепежам общего назначения. Выдержать подобную точность можно при применении обычных станков или ручного инструмента. За счет упрощения процесса изготовления снижается себестоимость изделия, что и определяет их распространение.
- Грубые. Подобные поля допусков выполняют при обработке глубоких глухих отверстий или прутков, когда повысить качество витков и точность их геометрической формы сложно.
Для выбора допусков применяются специальные таблицы. Они встречаются в различной технической документации. Рекомендации по применению справочной информации следующие:
 В первую очередь уделяется внимание полю допуска, которое выделено жирным шрифтом.
В первую очередь уделяется внимание полю допуска, которое выделено жирным шрифтом.- Следующая информация по важности — та, которая вписана в таблицу более светлым шрифтом.
- Дополнительным параметром являются цифры, которые указываются в круглых скобках.
В некоторых случаях применяется информация, которая указывается в квадратных скобках. Она рассматривается только в том случае, если вся другая не подходит при производстве крепежных изделий. Дюймовая и другие резьбы характеризуются несколько иными параметрами, которые также указываются в соответствующей технической документации и таблицах.