Для проверки точности обработки поверхности деталей используется специальная поверочная плита с контактной жесткостью и повышенным сопротивлением к износу. Контрольное приспособление изготавливается из пластика, полированного металла или природного камня, производство метрического приспособления осуществляется по условиям ГОСТ 10905–86 или «Рекомендациям по контролю средств измерения МИ 2007−89 для поверочных и разметочных плит».
Для проверки точности обработки поверхности деталей используется специальная поверочная плита с контактной жесткостью и повышенным сопротивлением к износу. Контрольное приспособление изготавливается из пластика, полированного металла или природного камня, производство метрического приспособления осуществляется по условиям ГОСТ 10905–86 или «Рекомендациям по контролю средств измерения МИ 2007−89 для поверочных и разметочных плит».
Назначение метрического приспособления
Плита поверочная применяется для осуществления измерения точности размерных и плоскостных параметров деталей и механизмов. Приспособление часто применяется для юстировки механизмов с целью совмещения двух показателей: точность исполнения и регулировка рабочих параметров механизмов. Благодаря ровной базовой поверхности метрический прибор является установочным измерительным инструментом для деталей или механизмов.
Среди большого перечня предложений от приборостроительных компаний наиболее популярными и наиболее дорогими, стали плиты эталонные и прецизионные поверочные плиты, изготовленные из благородного металла, высоколегированных сплавов и полудрагоценного полированного камня повышенной прочности.
Основным условием проведения точных измерений является установка оборудования на ровное прочное основание (стол, тумба, верстак) в термостатированном изолированном боксе.
Классы и размеры платформы
Контрольное оборудование выпускается с разными классами точности. Для нового приспособления класс поверочной точности определяется следующими показателями:
 000;
000;- 00;
- 0;
- 1;
- 2;
- 3.
К бывшим в употреблении контрольным плитам предъявляются не столь жесткие требования. За счет небольшого износа установочной поверхности поверочного оборудования допускаются отклонения в классе точности с показателем 4 или 5.
Размеры установочной платформы могут варьироваться в пределах от 250 х 250 мм до 2500 x 1600 мм. К отличительным свойствам метрического прибора относится маркировка номером исполнения 1, 2, 3, 4 и 5, определяющим метод обработки поверхности и конструкции прибора. Классы поверочной плиты определены нормами допустимых отклонений по точности обработки поверхности, степени ее шероховатости и перпендикулярности боковых элементов.
Параметры метрических приборов
 Гранитная плита поверочная из твердого материала природного происхождения изготавливается из разновидностей скальной породы: диабаза и габбро с пределом сжатия не менее 264,0 МПа. По сравнению с изделиями из серого металла, гранитная матовая поверхность обладает повышенной прочностью, не отражает свет, не поддается ржавлению, не намагничивается. Вес и стоимость прибора зависит от размеров плиты и класса точности измерительной шкалы.
Гранитная плита поверочная из твердого материала природного происхождения изготавливается из разновидностей скальной породы: диабаза и габбро с пределом сжатия не менее 264,0 МПа. По сравнению с изделиями из серого металла, гранитная матовая поверхность обладает повышенной прочностью, не отражает свет, не поддается ржавлению, не намагничивается. Вес и стоимость прибора зависит от размеров плиты и класса точности измерительной шкалы.
Плита поверочная гранитная изготавливается в следующем исполнении: без бортовых захватов; с допусками отклонений по перпендикулярности боковой поверхности по отношению к установочной плоскости; взаимной перпендикулярностью боковых поверхностей, с бортовыми захватами. В комплектацию приспособления входят:
- ручки;
- регулируемые опоры;
- крышка;
- инструкция по эксплуатации.
Каждый прибор оснащается Сертификатом соответствия европейскому стандарту качества и требованиям межгосударственного ГОСТа.
Маркировка и упаковка прибора для транспортировки
Каждая плита поверочная заводского исполнения должна иметь на боковой стороне товарный знак с информацией о заводе-изготовителе. На ярлыке также должны быть указаны:
 класс точности;
класс точности;- год выпуска;
- порядковый номер;
- государственный стандарт.
В паспорт продукции должны быть внесены результаты аттестации и отображен государственный Знак качества. Все поверочные плиты должны пройти консервацию в течение двух лет.
В процессе подготовки оборудования к процессу консервации поверхность прибора необходимо закрыть щитом, само устройство помещается в деревянную, обтянутую стальной лентой, тару, выложенную гидроизоляционным материалом. Упакованная продукция может транспортироваться в крытых машинах, вагонах, контейнерах или прицепах с жесткой фиксацией страховочными ремнями.
При транспортировке платформы могут выдерживать вибрацию с частотой колебания до 120 перемещений в минуту. Для хранения оборудования рекомендуется выделить сухое отапливаемое помещение с температурой не выше +40 0С и влажностью воздуха до 80%. Основным условием для сохранения плиты в рабочем состоянии является отсутствие в воздухе примеси агрессивных газов.
Технические испытания устройства проводятся 1 раз в 3 года с внесением результата в паспорт изделия.
Приспособление для разметки деталей
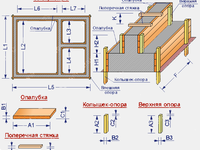
При изготовлении деталей высокой точности для разметки заготовки используется плита разметочная из мелкозернистого чугуна. Нижняя сторона устройства оснащается ребрами жесткости, обеспечивающими надежное сцепление с верстаком и предохраняющими приспособление от прогиба в процессе механических нагрузок. Некоторые модели разметочного устройства могут иметь на лицевой поверхности продольные и поперечные углубления 3 мм шириной 2 мм.
Для получения точных размеров будущей детали поверхность плиты обрабатывается графитовым порошком или краской. Оттиск на заготовке получается при тесном контакте краски с поверхностью будущей детали. Полученное изображение вырезается по линии разметки с минимальным отклонением по размерам, точность исполнения детали доводится слесарными инструментами.
В комплектацию разметочной плиты для пространственной и плоскостной разметки входит домкрат, опорные подкладки, регулируемые клинья, чугунный угольник, сдвоенные клинья, призмы, кубики. Для выверки модели на поверхности приспособления используется контрольная шкала, позволяющая регулировать положение верхнего прижимного клина. После завершения разметки поверхность плиты очищается мягкой тканью, смоченной керосином или машинным маслом.